
咨询热线
13019357547 工程/产品:13998863358传真:024-62685226
案例:白酒生产废水处理工程的设计流程分析

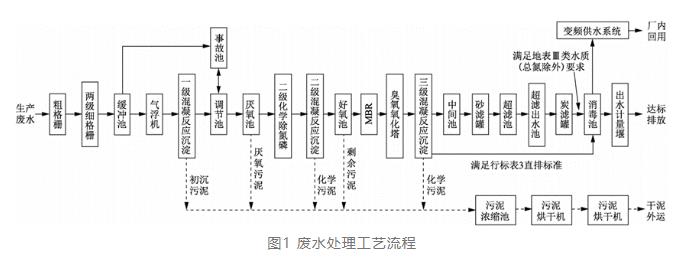
某白酒生产企业一新建废水处理工程,采用“预处理—UASB—化学除氮磷—五级Bardenpho—MBR—臭氧氧化—混凝沉淀—深度处理”工艺流程,工程投入使用后,出水水质达到发酵酒精和白酒行业最严格的排放限值要求。
设计采用物理化学法预处理,以厌氧、好氧生物处理为主体,再辅以化学后处理和膜分离深度处理等多级串联工艺,完成该废水的达标排放任务。具体工艺流程如图1所示。
白酒生产废水处理工程的设计要点
1、预处理单元
预处理工艺包括3个方面的功能:固液分离、悬浮物初沉和水质水量均衡调节。
针对固形物和悬浮物的冲击,本工程重点强化预处理过程,设三级格栅、气浮、混凝沉淀等多种预处理措施,可确保在预处理阶段高效去除固形物和悬浮物,且以上设施均设于调节池前,可防止这些固态污染物在长时间的存贮过程中再次溶解释放,增加废水中各项溶解性污染物的浓度。一期运行时发现初沉池表面存在大量浮渣,撇渣后仍有少量进入调节池,为增强悬浮物去除效果,二期新增了气浮设备。缓冲池的设置,是为气浮、混凝的加药提供相对稳定的水量和相对均衡的水质。
针对来水水量和水质波动大的特点,设置超大容积调节池(停留时间大于2 d)和事故池(停留时间大于1 d),且Ⅱ期与Ⅰ期预处理单元可根据来水情况在并联和串联模式间灵活切换。
2、 厌氧处理单元
为保证后续好氧生物处理及脱氮除磷对碳源的需求,需将COD去除率控制在70%~80%,为后续处理预留较多的碳源。设计选用了技术成熟、运行简易稳定、施工难度小的UASB工艺,而非除碳效率高且对地载力要求高、施工难度大的IC、EGSB等高效厌氧工艺。因就地利用较为困难,本工程厌氧产生的沼气,由沼气火炬就地燃烧处理。
3、化学脱氮除磷单元
本工程原水中的氮磷浓度较高,仅靠好氧生物脱氮除磷是很难实现达标排放,需在好氧单元前进行化学法脱氮除磷。为尽量减少药耗及化学药剂对后续生化单元的影响,本设计采用 “吹脱CO2+MAP+HAP+混凝沉淀” 工艺。吹脱CO2可提高废水pH,可减少后段化学反应中碱的投加量,预计厌氧出水经过化学脱氮除磷单元后,预计其TP和TN(以NH+4-N形式存在)分别小于10 mg/L和100 mg/L。
4、 好氧处理单元
化学处理后的废水中氮、磷仍较高,须选择具有脱氮除磷功能的好氧生化工艺。采用具有高效脱氮性能的五级Bardenpho工艺,且将MBR引入该工艺替代二沉池。通过投加外碳源调整C/N>6,此单元氨氮和总氮去除率均可达到90%以上,预计出水TP<0.5 mg/L、TN<15 mg/L、COD<50 mg/L。MBR工艺中选用经久耐用且操作运行简单的板式膜,使上述好氧工艺具备了高效和运行稳定的双重特性。
Ⅱ期与Ⅰ期好氧池可实现并联和串联模式灵活切换,低浓度或大水量轮次时可采用并联模式运行,高浓度排水轮次时可采用串联模式运行。
5、“臭氧氧化+后混凝”单元
MBR出水的色度和TP(部分TP以有机磷形态存在)两项指标仍有可能会超标,为此选用臭氧氧化和后混凝工艺。通过强氧化过程,既脱色又改变含磷污染物和有机物的分子形态,再用混凝沉淀的方法,将上述微量的污染物去除,从而使有机物、氮、磷、色度等各项指标均稳定地达到GB 27631-2011(直排)排放要求。
6、深度处理单元
为满足类地表Ⅲ水质排放要求,有机物、氮、磷、色度等各项指标仍需进一步降低。为此本设计设置了可满足更高水质要求的深度处理单元:砂滤+浸没式超滤+活性炭吸附。浸没式超滤操作弹性大,运行管理方便,维护成本低,对大分子胶体污染物有较好的去除效果,再辅以活性炭对超滤出水中的微量溶解性污染物进行吸附,可全面降低各类污染物浓度,为出水水质达到类地表Ⅲ要求提供保障。
7、污泥处理系统
本设计采用两级脱水工艺,第一级采用叠螺式污泥脱水工艺,脱水后的污泥含水率约为80%~85%。第二级采用空气源热泵低温干化设备,通过热泵产生热风对脱水污泥进行深度脱水,烘干后的污泥含水率低于50%,为后续的综合利用、焚烧、填埋创造了条件。烘干尾气冷凝后返回废水系统进行处理,整个烘干过程不产生异味。
8、 臭气处理系统
本设计选择生物除臭工艺处理收集的尾气。厌氧和好氧、后处理等单元基本不产生臭气,因此只对预处理、厌氧出水吹脱和污泥浓缩、污泥处理等单元扩散的尾气进行专门收集。经过生物处理后,收集的高浓度臭气中的NH3和H2S及其他致臭污染物,均可得到高效去除,使外排尾气不造成周边空气污染,厂界臭气浓度符合臭气污染物排放标准要求。
9、自控与监控设计
该废水处理厂建设场地狭长,长350 m,宽30 m,配电系统设计上采用放射式与树干式相结合的混合配电方式。全厂自动化程度较高,设自动控制系统和视频监控系统,全部数据上传至办公楼中控室上位机中,并设电视幕墙,可随时监测现场情况,方便远程控制和监督管理。